Crosby BH-313

Внимание: фиксатор не работает соответствующим образом, если конец крюка изогнут или изношен. - Никогда не используй приварные крюки с износом выше пределов, приведенных на рисунке 1.
- Не используй приварные крюки с трещинами, рисками или желобками. Крюк с царапинами или желобками может быть отремонтирован шлифовкой вдоль крюка, но размеры, приведенные на рисунке 1, должны быть сохранены. Для оценки трещин Вы можете обращаться в технический отдел CROSBY.
- Никогда не исправляй, не изменяй, не переделывай, не преобразовывай приварные крюки с помощью сварки, нагрева, резки или изгибания.
- Убедись, что груз подвешен на крюк. Груз может подвешиваться только в зоне, показанной на рисунке 2. Никогда не подвешивай груз на фиксатор (рис. 3).
- Никогда не нагружай приварной крюк боковыми силами (рисунок 4), не нагружай конца крюка (рисунок 5).
- Применение фиксаторов может требоваться правилами или кодами безопасности, такими как OSHA, MSHA, ANSI/ASME B30, страхования, и т. д.
- Обеспечь правильную работу фиксатора. Используй только оригинальные запасные части Crosby.
- Никогда не подвешивай непосредственно на крюке более одного стропа. Для подвешивания двух или более стропов используй соответствующее оборудование.
- Дополнительную информацию можно увидеть в ANSI/ASME B30.10 «Крюки».
- Прочность приварного крюка зависит от метода сварки. Сварка должна выполняться очень тщательно.
Конструкция, к которой присварен крюк, должна быть соответствующих размеров, структуры и качества, чтобы выдержать возможные нагрузки при работе. Требуемая толщина материала конструкции для данной цели зависит от таких переменных, как размеры опоры и прочность материала и должна определяться квалифицированным лицом. Минимальная толщина листа и размеры сварных швов в зависимости от ДРН крюка приведены в таблице ниже: Допустимая Рабочая
Нагрузка (т) | Минимальная толщина
листа (мм) | Минимальный размер
сварного шва (мм) | | 1 | 5 | 5 | | 2 | 6 | 6 | | 3 | 8 | 8 | | 4 | 8 | 8 | | 5 | 10 | 10 | | 8 | 13 | 13 | | 10 | 13 | 13 |
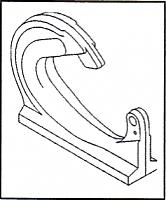 |  | Шаг 1
1. Установить крюк на рабочей поверхности, как показано на рисунке. | Шаг 2
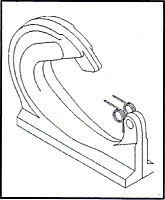
Для крюков от 1 до 3 тонн.
2. Установить пружину как показано на рисунке. | 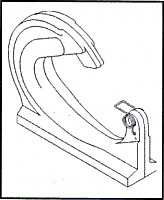 | 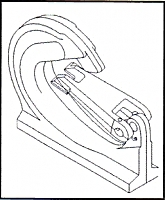 | Шаг 2A
Для крюков от 4 до 10 тонн.
2A. Вставить концы пружины в отверстия и установить пружину, как показано на рисунке. | Шаг 3
3. Установить фиксатор на пружину, как показано на рисунке, установить фиксатор на место. |  |  | Шаг 4
4. Установить отверстия на фиксаторе и на крюке в одной линии. Вставить ось концом без канавки в отверстия в фиксаторе, крюке и пружине. | Шаг 5
5. Вставить штифт в отверстие в фиксаторе и вбить молотком так, чтобы штифт соединил фиксатор и ось через канавку в оси. |
|
|
|
|



